|
Title: |
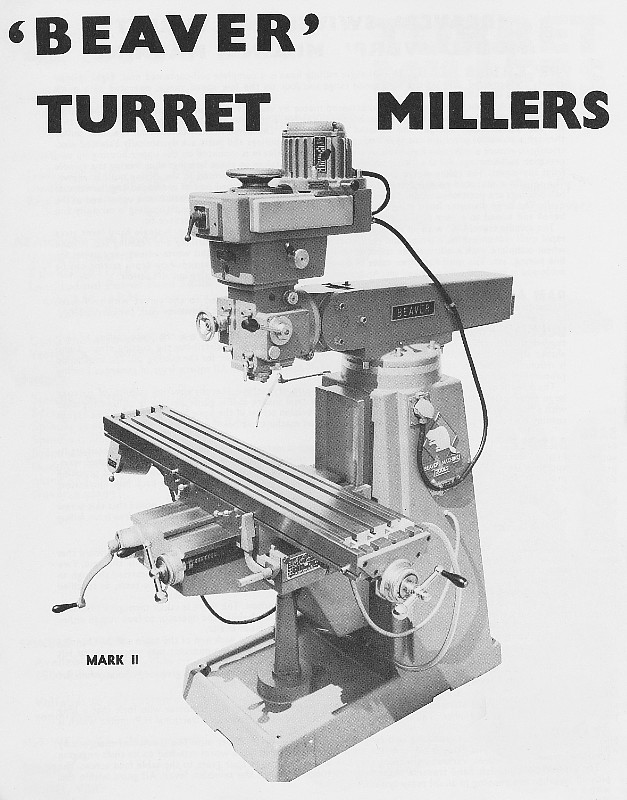
1967 Ad-Balding Engineering, Ltd., Beaver Vertical Turret Miller, Mark II |
|
Source: |
Brown Machinery Co. Catalog, 1967, pg. 4 |
|
Insert Date: |
7/8/2016 8:10:11 PM |
Specification ‘BEAVER’ Swiveling Turret Milling Machine-Model VBRP Mark ll
This model is produced as a companion to our world selling VBRP, the only difference being in the head and overarm. This medium duty head and overarm has been requested by many of our users who believe the turret mill the world’s most versatile, but require a machine with the ability to perform light facing with carbide cutters and to absorb 3 h.p.
The VBRP Mark ll has this ability. It is always best to bolt facing cutters direct to the spindle nose.
All the experience gained in manufacturing 2,500 very successful RP Mark I heads has been combined into this new Mark ll head which we are sure will be equally successful.
This medium duty milling head is manufactured in one of the world's most up-to-date factories employing up-to-the-minute production techniques backed by a management team whose constant thought is high quality at a sensible price. We believe this head to be one of the most advanced of its type in the world to-day.
RP MARK ll MILLING HEAD
This all angle milling head is a complete self-contained unit. Ten reversible spindle speeds are provided, five high, five low. Low speed is selected by a quick one finger action single lever.
Drive is taken from the main motor by Vee belt to a five step driving pulley. This pulley is mounted on a ball and roller bearing and revolves on a central driving sleeve. This driving sleeve is supported each end with a large ball bearing. The driving sleeve takes all the pull from the belts, and transmits torque only to the ground splines of the spindle. The low speed range transmission is through a tooth belt drive and then through precision hardened and ground spur gears running in oil. The large back gear is mounted on the driving sleeve and transmits only torque via the splines to the spindle. The flywheel effect from this large back gear wheel gives smooth cutting and high quality finish. (All the loads from the back gearing are taken on the splined sleeve thus freeing the spindle from any stress.) The internal splined driving sleeve drives the main spindle which is mounted in the sliding quill. The massive spindle is mounted on three very high precision bearings, housed in the quill. A matched pair of preloaded angular contact ball bearings are positioned near the nose and the other ball journal bearing positioned in the upper end of the quill. The 3 3/8" diameter hard chrome plated quill is precision ground and lapped. The quill housing has been carefully designed to avoid any openings or slots which would interrupt the boring and to avoid the ingress of dirt, chips, etc. The heat treated quill housing which is a very stiff complete box section casting is fine bored on a special purpose machine which rough bores, fine bores, faces and spigots all in one complete automatic operation, thus ensuring concentricity. The casting is then honed to a very high standard of tolerance, finish and roundness. This close tolerance fit is obtained over the entire 9½" length of the bore. Thus even when the quill is fully extended to its maximum 5" traverse you still have support to the quill for 4½” in the housing. This is an important design feature of all ‘BEAVER’ milling heads. It also makes it possible for you to use our machines equipped with optical control as jig borers with complete confidence. The spindle automatic traverse is 5" with an adjustable depth stop on the side of the housing. A single hand lever gives rapid hand quill movement via a pinion and rack, very useful for plunge cutting, drilling and reaming etc. Provision has been made to mount a dial indicator on the front of the head which when used with slip gauges can give you settings to the finest possible limits. The quill has three rates of power automatic down feed per spindle rev., namely .00l5”; .003”; .006”. This is provided for by a self-contained gearbox mounted on the left hand side of the head. The transmission to this down feed gearbox is taken from the upper driving sleeve. The shear pin which protects this gearbox from excess overload is easily accessible under a snap action cover. This can be replaced when necessary in a matter of two minutes. Incorporated in this power down feed gearbox is a hand-wheel with graduated micrometer collar. This gives fine down feed to the quill through a worm and worm wheel, very useful for fine boring etc. The large serrated clutch which operates the power down feed is cam operated. Any depth setting of the quill can be made and is automatically cut out. An important feature is self-retracting spindle action through spring balancing.
ALL ANGLE SWIVEL JOINT
The over-arm and all angle joint has been completely re-designed to take this medium duty Mark ll head.
Four large Tee bolts give the locking action in the longitudinal swiveling plane and the six large Tee bolts give the locking action in the transverse swiveling plane. The swiveling of the head in both planes is controlled on a large worm and worm wheel action which gives very smooth control and easy setting to any angle. Both swivels are engraved to assist in accurate settings. An important feature on this all angle swivel joint is the provision of two tapered datum screwed dowels, these enable the operator to quickly reset the head to the neutral position. The spindle nose is No.40 l.S.T. hardened and ground.
nger action single lever.
Drive is taken from the main motor by Vee belt to a five step driving pulley. This pulley is mounted on a ball and roller bearing and revolves on a central driving sleeve. This driving sleeve is supported each end with a large ball bearing. The driving sleeve takes all the pull from the belts, and transmits torque only to the ground splines of the spindle. The low speed range transmission is through a tooth belt drive and then through precision hardened and ground spur gears running in oil. The large back gear is mounted on the driving sleeve and transmits only torque via the splines to the spindle. The ?ywheel effect from this large back gear wheel gives smooth cutting and high quality ?nish. (All the loads from the back gearing are taken on the splined sleeve thus freeing the spindle from any stress.) The internal splined driving sleeve drives the main spindle which is mounted in the sliding quill. The massive spindle is mounted on three very high precision bearings, housed in the quill. A matched pair of preloaded angular contact ball bearings are positioned near the nose and the other ball journal bearing positioned in the upper end of the quill. The 3 3/8" diameter hard chrome plated quill is precision ground and lapped. The quill housing has been carefully designed to avoid any openings or slots which would interrupt the boring and to avoid the ingress of dirt, chips, etc. The heat treated quill housing which is a very stiff complete box section casting is ?ne bored on a special purpose machine which rough bores, ?ne bores, faces and spigots all in one complete automatic operation, thus ensuring concentricity. The casting is then honed to a very high standard of tolerance, finish and roundness. This close tolerance ?t is obtained over the entire 9½" length of the bore. Thus even when the quill is fully extended to its maximum 5" traverse you still have support to the quill for 4½” in the housing. This is an important design feature of all ‘BEAVER’ milling heads. It also makes it possible for you to use our machines equipped with optical control as jig borers with complete con?dence. The spindle automatic traverse is 5" with an adjustable depth stop on the side of the housing. A single hand lever gives rapid hand quill movement via a pinion and rack, very useful for plunge cutting, drilling and reaming etc. Provision has been made to mount a dial indicator on the front of the head which when used with slip gauges can give you settings to the ?nest possible limits. The quill has three rates of power automatic down feed per spindle rev., namely, .00l5”; .003”; .006”. This is provided for by a self-contained gearbox mounted on the left hand side of the head. The transmission to this down feed gearbox is taken from the upper driving sleeve. The shear pin which protects this gearbox from excess overload is easily accessible under a snap action cover. This can be replaced when necessary in a matter of two minutes. Incorporated in this power down feed gearbox is a hand-wheel with graduated micrometer collar. This gives ?ne down feed to the quill through a worm and worm wheel, very useful for ?ne boring etc. The large serrated clutch which operates the power down feed is cam operated. Any depth setting of the quill can be made and is automatically cut out. An important feature is self-retracting spindle action through spring balancing.
ALL ANGLE SWIVEL JOINT
The over-arm and all angle joint has been completely re-designed to take this medium duty Mark ll head.
Four large Tee bolts give the locking action in the longitudinal swiveling plane and the six large Tee bolts give the locking action in the transverse swiveling plane. The swiveling of the head in both planes is controlled on a large worm and worm wheel action which gives very smooth control and easy setting to any angle. Both swivels are engraved to assist in accurate settings. An important feature on this all angle swivel joint is the provision of two tapered datum screwed dowels, these enable the operator to quickly re-set the head to the neutral position. The spindle nose is No.40 I.S.T. hardened and ground. |
|
 1967 Balding Engineering, Ltd., Beaver Vertical Turret Miller, Mark II
1967 Balding Engineering, Ltd., Beaver Vertical Turret Miller, Mark II
|
|