|
Title: |
1911 Article-Alfred Herbert, Ltd., #9 Capstan Lathe (Turret Tools) |
|
Source: |
Machine Tools Commonly Employed In Modern Engineering Workshop, V1, 1911, pgs. 72-74 |
|
Insert Date: |
8/6/2020 9:33:47 PM |
|
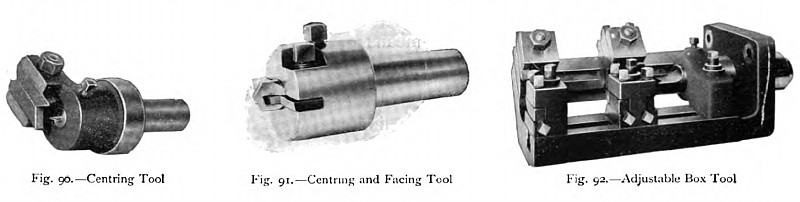
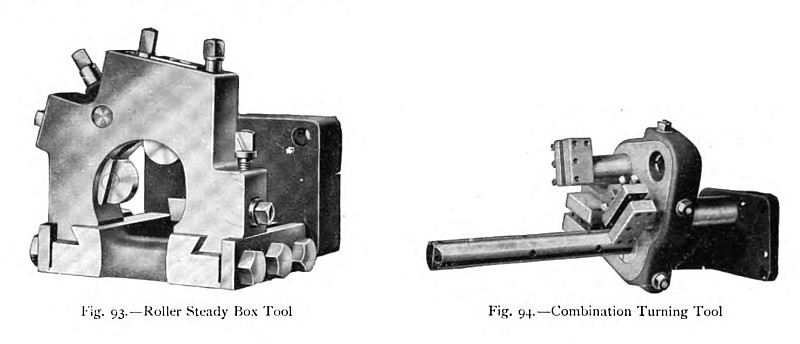
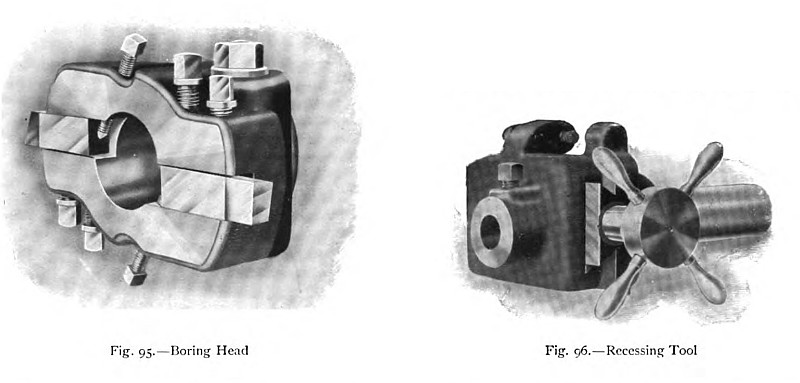
A few of the more special tools, which form the standard equipment of the machine, will alone be described, and it should be noted that these standard tools are designed to perform a large range of ordinary work, and, where possible, are arranged to interchange between different sized machines of the same type. In this way the tool equipment is kept within moderate limits. The centring tool is shown in fig. 90, and the centring and facing tool in fig. 91. These views are sufficiently self-explanatory. Adjustable box tools, of the type illustrated in fig. 92, are used when the work has to be turned with several different diameters over its length. Each box carries two adjustable blocks, one of which is adapted to hold two tools. Three tools can thus be mounted in the box, and, in addition, there is required for roughing and another box for rollers are substituted for the fixed back in finishing operations. For high-speed work, rollers are substituted for the fixed back- rests, as shown in fig. 93, and provision is made for adjusting the positions of the various parts. These box tools are centred by sockets and are bolted to the faces of the capstan. For operating on castings and forgings, such as bevel-gear blanks, which require to be bored, turned, and faced, the combination tool represented in fig. 94 is used. Ample adjustment is provided for each of the tools, so that work of very different shapes can be readily dealt with. Suitable cutters are inserted in the boring bar, which is of steel hardened and ground. Large -diameter holes are bored out by means of the boring head, fig. 95, which carries two tools, one at either side, and is mounted upon the end of the ordinary bar. Internal recesses, within bored holes, can be cut by means of the tool illustrated in fig. 96, from which it will be seen that the tool is carried upon a movable slide, the travel of which can be limited by an adjustable stop to suit the depth of the recess desired. |
|
 1911 Alfred Herbert, Ltd., #9 Capstan Lathe (Turret Tools)
1911 Alfred Herbert, Ltd., #9 Capstan Lathe (Turret Tools)
 1911 Alfred Herbert, Ltd., #9 Capstan Lathe (Turret Tools)
1911 Alfred Herbert, Ltd., #9 Capstan Lathe (Turret Tools)
 1911 Alfred Herbert, Ltd., #9 Capstan Lathe (Turret Tools)
1911 Alfred Herbert, Ltd., #9 Capstan Lathe (Turret Tools)
|
|